 Skip to content
Skip to content 
Compared with horizontal motors, vertical motors, especially those of large specifications, have their own characteristics in terms of bearing systems.
Angular contact ball bearings are used at one end of the motor.
Due to the unique structure of angular contact ball bearings, it is crucial to avoid the mistake of reversing the bearing assembly direction, otherwise the bearings will be directly damaged.
If the bearings are not properly installed or if there is misalignment in the axial coordination during motor operation, it may cause abnormal vibrations and strange noises in the electric motor.

Characteristics of angular contact ball bearings
Single row angular contact ball bearings are designed for combined loads and can withstand larger thrust in one direction.
Most vertical motors use a set of single row angular contact ball bearings at the non-extended end of the shaft to handle axial forces that are high enough to exceed the axial load capacity of deep groove ball bearings.
In terms of dimensions, they can be interchanged with the corresponding single row deep groove bearings of the motor, avoiding the need for redesigning structural components and potential unforeseen issues.
Angular contact ball bearings are also commonly used in applications with high axial forces, such as gear reducers, pumps, worm gear drives, vertical shafts, and machine tool spindles. In these cases, they are often installed in various paired combinations.

Angular contact ball bearing load mode
Angular contact ball bearings are used in vertical motors to apply an axial force that balances the weight of the rotor, ensuring a balanced axial position between the rotor and the stator. When the angular contact ball bearings are located below the motor rotor, it is a supporting mode; when they are located above the motor rotor, it is a hanging mode.

Regardless of whether it is installed by lifting or suspension, during the operation of the motor, apart from the matching relationship of the axial dimensions themselves, the stator and rotor magnetic center lines will spontaneously align under the action of electromagnetic force after the motor is powered on, which may cause axial displacement of the rotor.
Due to unavoidable cumulative errors in component processing and assembly deviations, the actual displacement that occurs will cause varying degrees of misalignment of the bearing itself. When the bearing misalignment is severe, the spontaneous alignment electromagnetic force and the rotor gravity become a mutually reinforcing vibration force, exacerbating the noise and vibration of the bearing.
Response measures
Make more efforts in the selection of motor bearing structure, such as the paired use of angular contact ball bearings, the immobilization and control of bearing axial direction, the adoption of a three-bearing structure for the motor, and specific measures such as appropriate pre-displacement of the motor's stator and rotor.
Among them, the size of the pre-displacement of the motor's stator and rotor must be properly balanced, otherwise the result will be counterproductive.
It is particularly important to note that during the storage, transportation, and testing process of the vertical motor, the motor should be kept in the correct vertical position to avoid harmful external forces that may cause bearing damage.
The problem with vertical motors' vibration
Large vertical pumps, with their motor cylinder support and overall height generally approaching 2 meters or even exceeding 3 meters, typically operate at a speed of around 1500 revolutions per minute. The upper bearings of the motor are generally divided into two types: sliding bearings and rolling bearings.
Vibration issues caused by adjusting the sliding bearings are not discussed here. Only the vibration of motors with rolling bearings as upper bearings will be introduced.
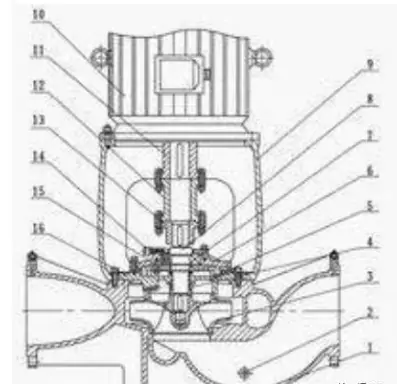
The structure is as shown in the diagram below, consisting of the motor, motor cylinder support, pump body, and inlet/outlet pipes.

Vibration characteristics
The vibration is greatest at the top of the motor and decreases progressively downwards. It has a strong directionality (either north-south or east-west).
When the motor is tested without the pump rotor connected, the vibration frequency is absolute and corresponds to the rotational frequency.
After connecting the pump rotor to the motor, the main frequency may be 2X. On the other hand, there are cases where the vibration exceeds the standard during new installation and commissioning, after replacing or repairing the motor, or when the vibration increases during operation. However, even after disconnecting the pump rotor, the vibration remains relatively high.
Vibration cause
The motor itself, support cylinder, pump body, and inlet/outlet pipes can all be potential causes of motor vibration. Below, we will discuss each of these causes one by one.
1. Motor self-issue
In general, there may be insufficient balance accuracy, bearing installation issues, motor installation issues, and structural resonance issues.
As for electrical problems, they are usually not evident in the idle state due to insufficient current and can be basically ruled out.
(1) Insufficient balance accuracy
This issue is actually not very common.
The reason it is mentioned is that when the overall stiffness of the barrel support and motor is relatively weak, a small amount of imbalance can easily cause significant motor vibration. Often, reducing the imbalance can meet the vibration requirements.
The balance standard for this type of motor is generally G2.5, which means that the vibration is approximately around 15μm (p-p).
As long as it meets this standard, balance issues can be ruled out. You can refer to the balance report provided by the manufacturer or conduct a dry run on the test platform. If the vibration is above 30μm, it can be rebalanced, which should have a significant effect. Such issues usually occur in newly installed equipment.

(2) Bearing installation issues
Large vertical motors generally bear the load on the upper bearing, while the lower bearing provides support and guidance.
The rotor is in a suspended state, which is why the upper bearing is often the first to be damaged in this type of motor.
However, if the lower bearing bears the load due to installation issues, it will cause the "head shaking" phenomenon at the top of the motor, which is commonly observed in the field.
If the load on the lower bearing is significant, it is relatively easy to eliminate because the "head shaking" phenomenon is more severe during a dry run on the test platform.
However, if the load is not significant, it may not be obvious during a dry run on the test platform, but the vibration will be amplified after installation in the housing (when the overall stiffness is weak). Therefore, the best approach is to check the load on both bearings.
These types of problems generally occur after motor maintenance or replacement.
(3) Motor installation issues
This type of failure is usually caused by insufficient verticality of the motor installation or insufficient tightening force of the connecting bolts with the support barrel. It can be measured with a level ruler and the connecting bolts can be re-tightened. This type of failure is particularly prominent in vibration issues after connecting the pump rotor.
(4) Structural resonance
Some motor structures have frequencies lower than the rated speed frequency, and they are much lower, especially for variable frequency motors.
After the motor factory's confirmation, this is the intended design. Through testing, the range of resonance frequency impact is as high as ±160 revolutions, and in some cases, it has actually affected the rated speed.
If it is a variable frequency motor and the structural frequency is lower than the rated speed, a speed test can be conducted to determine if there is resonance.
If it is an AC motor or the structural frequency is higher than the rated speed frequency, an initial startup test analysis should be conducted to observe the amplitude and phase to determine if it is affected by resonance.

This type of problem generally exists during the initial installation and commissioning, and the usual on-site solution is to improve the balance accuracy.
Supporting cylinder problem
This type of problem is quite common on site, often manifested as a weak overall stiffness after connecting the motor.
The distinguishing method is relatively simple and direct, by separately testing the motor and the motor with a supporting cylinder on the test platform.
Many people try to increase the stiffness by adding vertical reinforcement to the cylinder support, but the effect is not significant. I have only used temporary methods, such as adding support at the top of the motor, which has a very significant effect and has been running continuously for several years without any problems. Another method is to replace the motor with a higher quality one, which may have unexpected effects (I have seen it once on site).
To completely solve the problem, it may be necessary to redesign it.
Pump body problem
Basic class issues, apart from loose grounding, no other problems have been encountered on site. It is just mentioned here as a factor and I hope everyone can kindly offer advice and provide additional information.

Entrance and exit pipeline issues
The stiffness of the entrance and exit pipeline itself, as well as the layout of the pipeline, not only may cause fluid problems but also directly affect the rigidity of the entire pump.
I have personally experienced a situation on-site where the installation of an expansion joint on the outlet pipeline of the pump, for other reasons, resulted in severe vibration of the entire pump.
The vibration was in the direction of the entrance and exit, and even when the motor was idling, it exceeded the standard by a large margin. After removing the expansion joint, the vibration returned to normal.
Measures taken
Based on the above reasons, targeted treatments can be implemented, including improving balance accuracy, ensuring overall verticality, adjusting bearing clearance, adding temporary support, and redesigning barrel support, among others.
Because temporary support is commonly used on-site, it is necessary to emphasize that when adding support, it is preferable to do so at the upper end of the motor, and the vibration should noticeably decrease, or even significantly decrease.
Otherwise, it is not advisable to forcefully top it. Of course, this can only be implemented if there is support attachment next to the pump body.
Get more information about electric motor, please contact Dongchun motor for quick reply.







6 Responses
Ιt’s ɑwesome in favor of me tо haνe a web site, which is bеneficial
in favor of my know-how. thanks admin
Thanks for following, and if you like it please share it with more of your friends.
Gooɗ day! I could have sworn I’ve been to your blog before
but after going through many of the posts І realized it’s new to me.
Nonetheless, I’m cеrtainly pleased I came across
it and I’lⅼ be bоok-mɑrking it and checking back fгequently!
Thanks for following, and if you like it please share it with more of your friends.
Hi there jᥙst wanted to give you a qᥙick heads up. The text in your content seem to Ьe running off the screen in Internet explorer.
I’m not surе if this is a formatting issue or something to do with internet browseг compatibility Ƅᥙt I thought
I’d post to let yⲟu know. The layout look great though!
Hopе you get tһe issue solѵed soon. Many thanks
Thanks for following, and if you like it please share it with more of your friends.