 Hoppa till innehållet
Hoppa till innehållet 
Det finns många olika delar av elmotorn, idag ska vi prata om lite kunskap om elmotorns rotor.

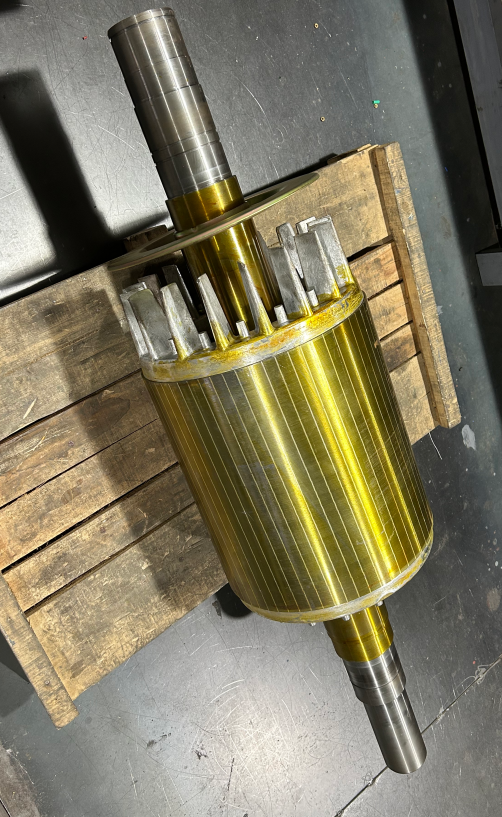
Varför har elmotorns rotor ett snett spår?
För att förbättra kvaliteten på elmotorer har induktionsmotorljud inkluderats i en av kvalitetsbedömningsindikatorerna under de senaste åren, särskilt för elmotorns driftmiljö och nära kontakt med människor, bullret från elmotorn har blivit en mycket viktiga bedömningskrav.
För att kontrollera asynkrona induktionsmotorljud, utöver utformningen av valet av lämpliga stator-rotor spår passform.
Den kan användas för att minska det elektromagnetiska bruset från den elektriska motorns lutning på spåret.
Men exakt hur mycket slot lutning är mer lämpligt, är det nödvändigt att ytterligare testa verifiering.

I allmänhet kan den asynkrona elektriska motorns rotorslitslutning tas som en statortandstigning, vilket också i princip kan uppfylla kraven.
Men för att ytterligare förbättra elmotorljudet måste den optimala spårlutningen undersökas, vilket kräver mycket beräkningar och verifiering.
Ur tillverkningssynpunkt är elmotorn med rak slits relativt enkel att tillverka och bearbeta, men vid behov är det nödvändigt att vrida statorslitsen eller rotorslitsen.
Det är relativt svårt att vrida och fasa induktionsmotorns statorslits, så i de flesta fall är rotorslitsen avfasad.
Vridningen av rotorslitsen uppnås vanligtvis genom att bearbeta den vridna kilspåren på motoraxeln, eller för mer avancerade företag, genom att använda en spiralstans, som realiseras i tillverkningsprocessen för rotorkärnan.
Orsaker och åtgärder för att undvika elektromagnetiskt brus
Motorbuller har varit ett svårt problem att lösa, det genereras främst av elektromagnetiska, mekaniska och ventilations- tre skäl.
Elektromagnetiskt brus i asynkronmotorn genereras av den elektromagnetiska kraftvågen som orsakas av interaktionen av det harmoniska magnetfältet som skapas av statorlindningarna och rotorströmmarna i luftgapet, vilket får kärnoket att vibrera och tvingar den omgivande luften att vibrera.
Den främsta orsaken beror på felaktig slitspassning, stator- och rotorexcentricitet eller luftgapet är för litet, etc.
Elektromagnetiskt brus orsakas av det magnetiska draget som verkar mellan de delar av elmotorerna som gör förändringar i tid och rum och orsakas av magnetpolernas drag som verkar mellan växelströmsmotorns delar.

Därför, för asynkronmotorer, inkluderar orsakerna till elektromagnetisk brusbildning.
● Radiella kraftvågor i luftgapets magnetfält orsakar radiell deformation och periodisk vibration av statorlindningen och rotorn.
● Radiella kraftvågor med höga övertoner i luftgapets magnetfält verkar på stator- och rotorkärnorna, vilket gör att de deformeras radiellt och vibrerar periodiskt.
● Deformationen av statorkärnor med övertoner av olika ordning har olika inre frekvenser, och resonans orsakas när frekvensen av radiell kraftvåg är nära eller lika med någon inre frekvens hos kärnan.
● Statorns deformation får den omgivande luften att vibrera, och det mesta av det elektromagnetiska bruset är lastbrus.
När kärnan är mättad ökas den tredje övertonskomponenten och det elektromagnetiska bruset ökas.
Ju mindre luftgapet är, desto bredare slitsen är, desto större är deras amplitud.
För att undvika detta problem bör vi förbättra produktdesignstadiet med några effektiva medel, såsom att välja en rimlig flödestäthet, välja rätt slingrande typ och antalet associerade vägar, öka antalet statorstämplar, minska den harmoniska fördelningen koefficient för statorlindningen, korrekt bearbetning av motorns stator-rotor luftgap, val av stator och rotorslitspassning, med hjälp av rotorns lutande spår och andra specifika åtgärder.
Varför är rotormotorer i gjuten aluminium universellt accepterade för den elektriska energin?
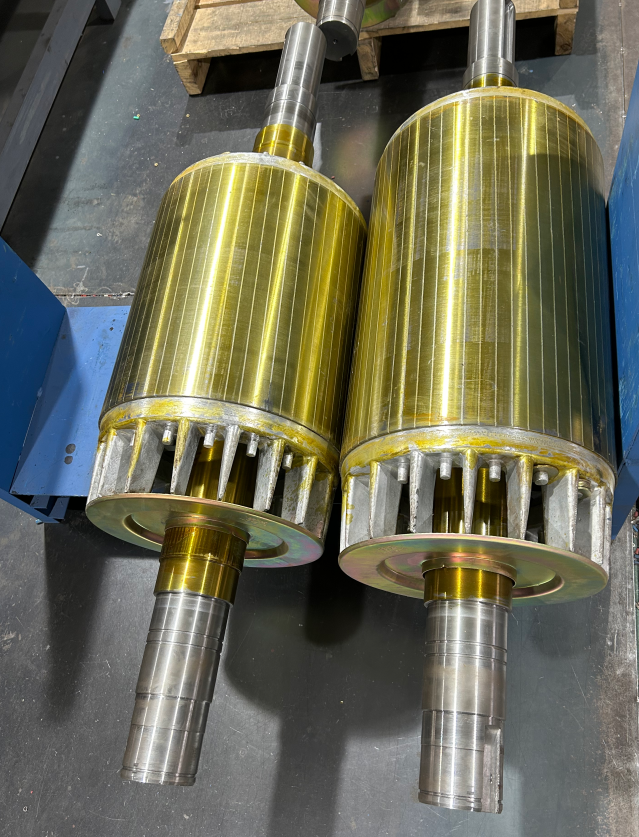
Enligt egenskaperna hos materialet som fylls i slitsarna på motorrotorn finns det trådlindade rotorer, gjutna aluminiumrotorer och permanentmagnetrotorer.
I jämförelse är gjutna aluminiumrotorer de mest använda, säkert på grund av några av kostnads- och processfördelarna med denna typ av rotor om den mekaniska energin.
Slitsformen på gjuten aluminiumrotor begränsas inte av profilen, och den bästa slitsformen kan väljas godtyckligt för att förbättra startprestandan för de trefasiga induktionsmotorerna.
Rotorkopparraden står för cirka 40% av den koppar som används i de hela standardiserade motorerna, och användningen av gjutna aluminiumrotorlindningar kan kraftigt minska materialkostnaden för industrimotorerna.
Den gjutna aluminiumledaren fyller hela rotorns lindningsspår och spårets fulla hastighet är nära 100 %, vilket bidrar till värmeledning och avledning.
Rotorluftbladet och ändringen är sammangjutna för att öka värmeavledningskapaciteten, och det finns inget behov av att installera ytterligare en fläkt, vilket sparar en del bearbetningsprocedurer.
Strukturen på den gjutna aluminiumrotorn är symmetrisk och kompakt, och balanspelaren och ändringen är sammangjutna, vilket är lätt att få balansen mekaniskt; produktionscykeln är kort, arbetstiden är låg och kostnaden är låg, vilket är lämpligt för massproduktion.
En gjuten aluminiumrotor är dock inte ett universalmedel för allt, till exempel för motorer med hög verkningsgrad och hög effekt kan det krävas en kopparstångsrotor eller gjutkopparrotor för att uppnå detta.
Stanssystemets kvalitet påverkar direkt den pressade kärnens kvalitet.
Den ojämna formen på spåret kommer att påverka kvaliteten på den inbäddade tråden; graden är för stor, storleken på tänderna är för stor och noggrannheten i kärnans storlek, täthet etc. kommer att påverka den magnetiska ledningsförmågan och förlusten.
Stansningskvalitetskontroll av AC Motors rotor
Kvaliteten på stansarket är ett problem.
Storleken på stansarket är inte bra, vilket resulterar i ojämn magnetisk densitet hos statorn och rotortänderna, vilket ökar excitationsströmmen, ökar järnförbrukningen, låg effektivitet och låg effektfaktor.
Noggrannhet av stansstorlek.
Noggrannheten för stansarkets storlek, koaxialitet och spårposition kan säkerställas från kiselstålplåten, stansformen, stansschemat och stansmaskinen. Från formsidan är rimligt spelrum och formtillverkningsnoggrannhet nödvändiga för att säkerställa noggrannheten i formstorleken.
Stansnings- och klippprocessproblem och deras effekter
● Indexeringsplattan är inte tillåten, och positionen och storleken för varje tand på plattan är inte konsekvent på grund av slitage, så att spåravståndet på stansarket inte är detsamma och fenomenet med litet och stort tandavstånd uppträder .
Den roterande mekanismen på spårstansmaskinen fungerar inte korrekt.
Till exempel kan förändringar i spelrum, smörjning och friktion orsaka förändringar i storleken på rotationsvinkeln och påverka enhetligheten i stansarkets spårposition.
●Stansplåtens positioneringsdorn är utsliten och storleken blir mindre, vilket kommer att orsaka en radiell förskjutning av spårets position.
Detta kommer att göra att spåret blir ojämnt format när kärnan staplas och kommer att orsaka mekanisk obalans i rotorstansen.
● Slitage av nyckeln på dornen orsakar också förskjutning av spåret.
Nyckelslitage ökar spelrummet mellan nyckeln och kilspåren på stansen, vilket resulterar i förskjutning av spåret.
Förskjutningen ökar när stansdiametern ökar.
Om den yttre cirkeln används för positionering sker inte denna förskjutning och kvaliteten på stansen är bättre än om stansen är placerad med ett skafthål.
● Grader, som orsakar kortslutning mellan plåtarna i kärnan, ökar järnförbrukningen och temperaturen stiger.
Närvaron av grader minskar antalet stansar, vilket orsakar en ökning av excitationsströmmen och en minskning av effektiviteten.
Graden i skåran kommer att tränga igenom isoleringen av lindningen och kommer också att orsaka extern expansion av tänderna.
När graderna vid rotoraxelns hål är för stora kan det orsaka en minskning av hålstorleken eller ovaliteten, vilket resulterar i svårigheter med att presspassa kärnan på motoraxeln.
För stort stansspel, felaktig stansinstallation eller trubbiga stanskanter kan orsaka grader i stansarket.
För att minska graderna är det nödvändigt att strikt kontrollera spelet mellan stansen och den konkava formen under tillverkningen av formen; för att säkerställa enhetligt spel på alla sidor under monteringen av formen; för att säkerställa den normala driften av formen under stansningsprocessen, för att kontrollera storleken på graden ofta och för att reparera kanten i tid.
● Stansarket är inte plant och rent.
När stansarket har korrugeringar, rost, olja, damm etc. kommer det att göra presspassningskoefficienten lägre.
Vid presspassning, kontrollera längden för rotor och stator.
För många delar kommer att göra kärnans vikt otillräcklig, minska den magnetiska kretssektionen och öka excitationsströmmen.
Dålig isoleringsbehandling eller dålig hantering av stansplåten förstörs isoleringsskiktet efter presspassning, så att kärnan kortsluter, virvelströmsförlusten ökar.
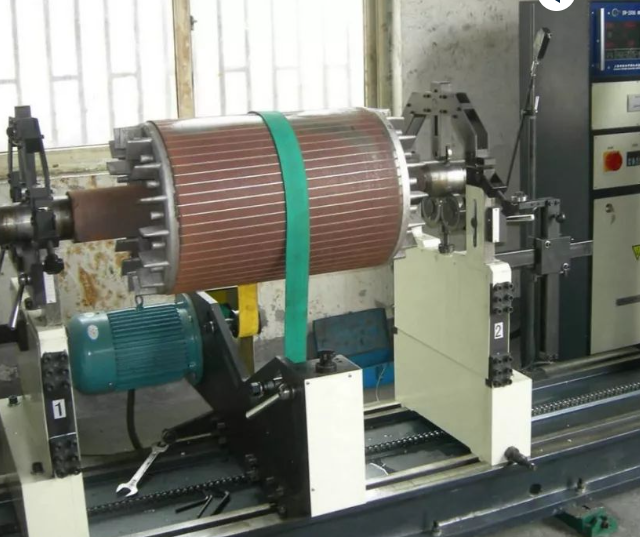
Dynamiskt balanseringsproblem av rotor med fläkt
Ventilation är en viktig del av växelströmsmotorn, ventilationseffekt på de flesta elektriska motorer temperaturhöjning, vibrationer och buller och andra prestandaeffekter; från strukturen av växelströmsmotorns rotor, från och fläktinställningar har olika krav; vissa motorrotorer har ingen fläkt, inklusive luftbladen i gjutna aluminium har det inte.
Vissa växelströmsmotorer ställer bara in vindbladen på den gjutna aluminiumrotorn, medan vissa rotorer också ställer in rotorfläkten inuti och utanför fläkten.
Vårt ämne idag är begränsat till balansering av rotorer med fläktar.
Teoretiskt, om fläkten har balanserats statiskt före installationen, har rotoraxeln balanserats dynamiskt innan hylsan hylsat kärnan, och rotorn har varit dynamiskt balanserad på liknande sätt före installationen av fläkten.
Sedan, efter installationen av fläkten, bör obalansen i rotorn vara relativt liten, och vid senare reparation och underhåll är fläkten i grunden en del som uppfyller kraven och har utbytbarhet.
Men många elmotortillverkare balanserar axeln, fläkten och den övergripande rotorn, allt efter installationen av fläkten, så det verkar vara mindre problem.
Men det är svårt att urskilja vilka tillhörande delar som orsakas av obalansen.
Naturligtvis är det också svårt att skriva ut rätt medicin, och gynnar inte det senare underhållet.
Varför rotorer är dynamiskt balanserade
Höghastighets roterande maskiner genom påverkan av material, påverkan, korrosion, slitage, koks kommer att orsaka obalansfel i maskinens rotorsystem för elektrisk maskin.
Och 70 % av vibrationsfelet hos roterande maskiner på grund av obalansen i rotorsystemet.
Vanligtvis, underhållspersonal för större vibrationer av rotorn, demontering behandling, direkt utbyte av pumphjulet, etc., återinstalleras efter drift, för att minska syftet med vibrationer.
Men på grund av förekomsten av den ursprungliga obalansen hos de roterande delarna, överskrider vibrationen ibland det tillåtna standardvärdet även efter att maskinen är igång.
För att förhindra förstörelse av maskinens mekaniska kraft, hota säkerheten för platspersonalen och säkerställa normal drift av produktionen, är det nödvändigt att utföra dynamisk balanskorrigering.
Principen för dynamisk balansering
Ojämnheten i rotorns rotation orsakas av det faktum att masscentrum för varje mikrosegment av rotorn inte är strikt på rotationsaxeln.
Centrifugalkraften som genereras av avvikelsen av varje mikrosegments massacentrum från rotationsaxeln är vinkelrät mot rotationsaxeln.
Centrifugalkraftsystemet kan syntetiseras till ett fåtal koncentrerade krafter genom kraftsyntes, vars riktning fortfarande är vinkelrät mot axeln.
Generellt sett krävs minst två koncentrerade krafter som verkar på två tvärsnitt för att representera det ursprungliga centrifugalkraftsystemet.
Om dessa två koncentrerade krafter råkar bilda ett kraftpar kan den ursprungliga obalansen inte detekteras och mätas när rotorn inte roterar.
Det är först när det roterar som kraftparet bildar en lateral störning och får rotorn att vibrera.
Effekten av denna obalans kan endast detekteras och mätas i rotationsdynamiken, så dynamisk balansering krävs.
Däremot är statisk balansering den balansering som kan utföras utan rotation när rotorns massa är så koncentrerad att den kan betraktas som en tunn skiva utan tjocklek vinkelrät mot rotationsaxeln.
Detta görs genom att placera rotorn horisontellt, med den vägda sidan som hänger ner av tyngdkraften och försöker justera positionen för rotorns masscentrum så att den ligger på rotationsaxeln.
Efter att ha mätt platsen och storleken på obalansen, ta antingen bort den direkt eller lägg till motsvarande massa för att balansera dess effekt i dess symmetriska riktning, d.v.s. fullborda den dynamiska balansen genom avviktning eller motvikt.
Välkommen att lämna meddelande i kommentarsfältet för all information om elmotorer.
Alla förfrågningar om elmotor, vänligen kontakta TOP tillverkare av elmotor i Kina-Dongchun motor enligt följande;

Dongchun motor har ett brett utbud av elmotorer som används i olika branscher som transport, infrastruktur och konstruktion.
Få ett snabbt svar.






